Phrozen 水超高精細樹脂列印測試紀錄
前言
這次測試記錄的是使用 Phrozen Sonic Mighty Revo 列印 Phrozen 湖水超高精細樹脂的結果。
除了底層曝光時間有進行微調外,其他列印參數皆依照官方建議設定。
廢話不多說,直接上測試結果:以下是列印關鍵部位放大 0.8 倍的立體顯微鏡照片。

從上圖可以看到,Phrozen 湖水超高精細樹脂能夠呈現約 0.2mm 的細節。但即使模型在列印前已靜置了 24 小時,仍然出現了些許氣泡。為了改善這個問題,可以考慮以下三種方式:
- 使用真空脫泡或負壓除泡設備
- 調整載台下降速度,避免空氣進入樹脂
- 設計凸起部位,使氣泡集中在特定區域,減少其他部分出現氣泡的機率
然而,這些氣泡並不影響模型的細膩度。畢竟 0.2mm 以下的氣泡已經遠小於一般人在 30 公分距離下能夠看到的細節。因此,這款材料在細節呈現方面算是令我非常滿意。
唯一的缺點是材料的韌性不足,較為脆弱。在測試過程中,我不小心弄碎了幾個樣品。若是載台附著力過強,脫模時很容易導致模型破裂。因此,我認為這款材料更適合用於靜態展示或裝飾模型的製作。
總結
Phrozen 湖水超高精細樹脂在細節呈現上表現出色,能夠列印出非常細膩的 0.2mm 細節。雖然氣泡問題存在,但可以透過一些技術手段加以改善。這些氣泡對模型的整體效果影響不大,仍然達到了極高的精細度。然而,材料的脆性使其在處理上需要更小心,特別是在脫模及拆支撐階段,建議輔以超音波刀具進行處理。
因此,這款材料更適合應用於裝飾類的靜態模型製作,而不太適合用於高強度需求的模型。
細節原圖







材料特性
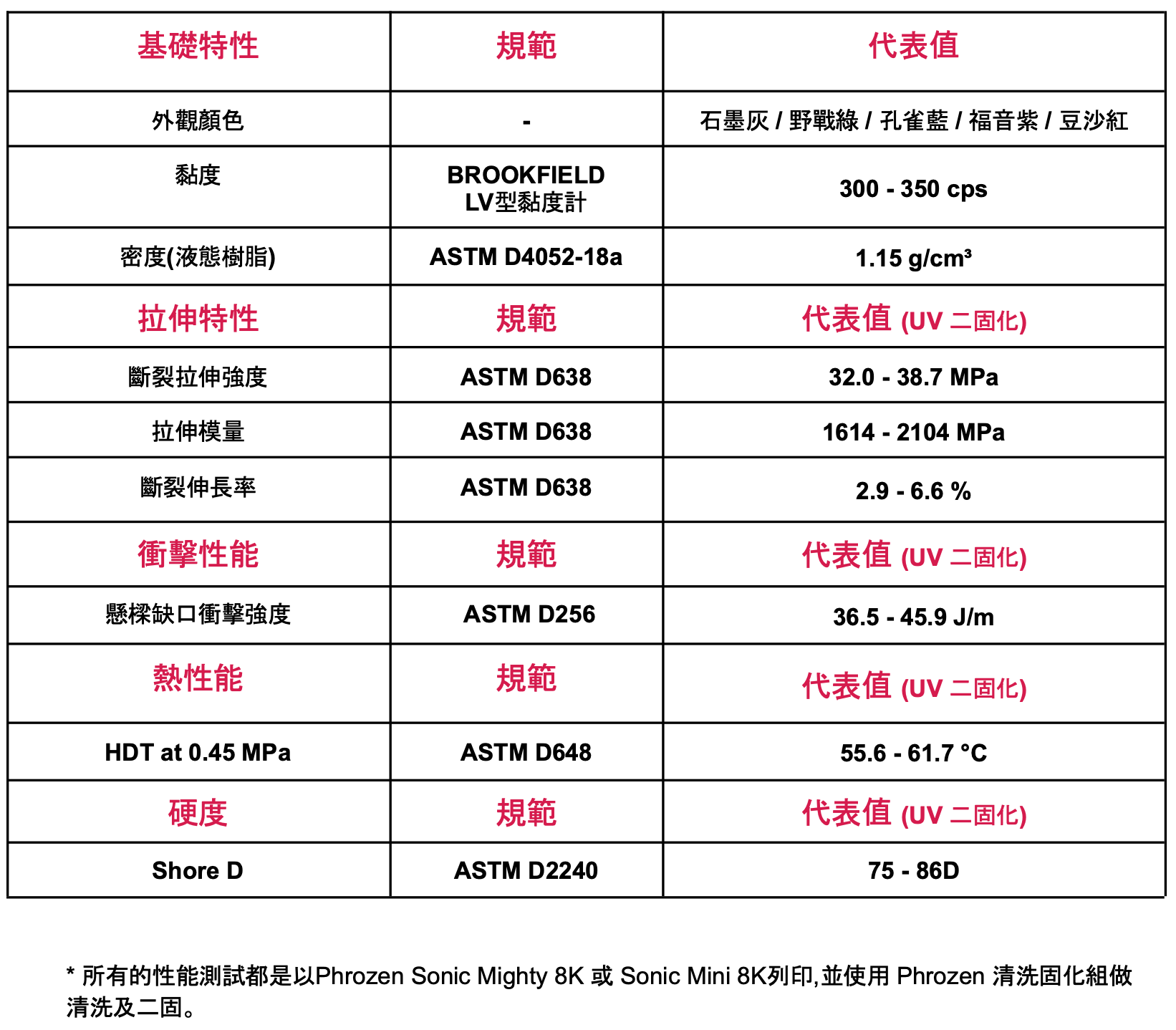
資料來源:官方物性表
測試列印參數設定
共通參數
| 參數名稱 | 值 | 單位 |
|---|---|---|
| 層厚 | 0.03 | mm |
| 過渡層數 | 6 | - |
| 過渡類型 | 線性 | - |
| 過渡層間隔時間差 | 2.93 | s |
| 拔升前的靜止時間 | 0 | s |
| 拔升後的靜止時間 | 0 | s |
| 回程後的靜止時間 | 7.5 | s |
底層列印參數
| 參數名稱 | 值 | 單位 |
|---|---|---|
| 底層數 | 6 | Layer |
| 底層曝光時間 | 22 | s |
| 底層上升距離 | 8 | mm |
| 底層回程距離 | 8 | mm |
| 底層上升速度 | 60 | mm/min |
| 底層回程速度 | 150 | mm/min |
一般層列印參數
| 參數名稱 | 值 | 單位 |
|---|---|---|
| 曝光時間 | 1.5 | s |
| 拔升距離 | 8 | mm |
| 回程距離 | 8 | mm |
| 拔升速度 | 60 | mm/min |
| 回程速度 | 150 | mm/min |
請注意
底層曝光時間並非依照原廠建議設定,而是我根據 Phrozen Sonic Mighty Revo 及 Phrozen PR Tester 自行調整的列印參數。這個參數我會根據不同物件類型和模型的荷重進行調整,僅供參考,實際設置可能會因列印需求有所變動。
CHITBOX Base V2.2 設定截圖
